
Human‐Operator‐In‐The‐ Loop OEE
Integrating the Human Factor into Cyber‐Physical Systems
Introduction
Although there are many parts of a factory that contribute to the overall effectiveness of a manufacturing operation, there is no doubt that what happens on the production floor greatly impacts overall effectiveness. Although control and operation of machines in a modern manufacturing operation is highly automated, many such operations rely on a mix of automation and manual operation for aspects that still require operator attention and intervention. Therefore, when measuring equipment OEE (overall equipment effectiveness) from availability, performance and quality, it is not only logical, but necessary to consider the operator as part of the machine.
As such the Cyber-Physical System (CPS) or Digital Twin representation of the equipment must include the human-operator-in-the-loop (HOITL) so that operator data is included as part of the automated collection of data for the entire machine. The challenge is to do this in an unobtrusive fashion, so that the operator is not hampered in any way when interacting with the equipment. Therefore, use of a wearable device requires transmitting operator data wirelessly. An additional requirement is that the solution must be cost-effective.
RFID was designed to meet all these three requirements. In this white paper we explore the use of this technology with GEM Precare agents that turn any machine into a CPS by streaming data in real-time to the GEM Precare Industry 4.0 IIoT platform.
RFID Overview
Industrial and commercial use power generators are complex systems, which are required to operate reliably without interruption and to be available whenever the need arises for backup power. Like with any complex system any number of things can go wrong and will go wrong, no matter the level of planning and preparation. The challenge is therefore to minimize the financial, operational and psychological cost of any malfunction or suboptimal functioning of the system. The following equipment related events negatively impact operational cost and customer satisfaction:
- Equipment breakdown.
- Equipment downtime, regardless of maintenance, repair, out of fuel or other reasons.
- Reduced power output.
What if you could minimize the probability of any of these events and hence reap the fruits of reduced OpEx and increased customer satisfaction?
The GEM PRECARE Solution
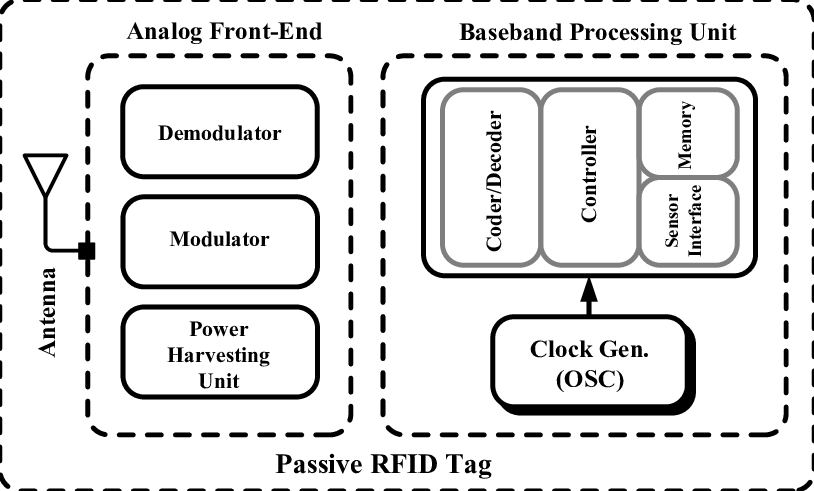
RFID is an acronym for Radio Frequency IDentification. It is intended as a low power means of tagging animate and inanimate objects for identification via a wireless reader. Information about the object is stored in an RFID tag’s on-board Flash memory. Based on how the tag is powered, RFID tags are classified in two main categories:
- Passive RFID tags
- Active RFID tags.
- Rx/Tx antenna;
- Modem (modulator/demodulator);
- Codec (encoder/decoder);
- Logic control circuit;
- Memory;
- RF Energy harvester for passive tags, or battery for active tags.
The main standards bodies for RFID are:
- ISO/IEC;
- IEEE;
- GS1/EPCglobal.
Each country is responsible for defining its own regulations for the use of radio devices, including RFID. The regulations most commonly used are:
- The United States of America Federal Communication Commission (FCC);
- The European Conference of Postal and Telecommunications Administrations (CEPT) through its European Telecommunications Standards Institute (ETSI).
RFID standards cover short-range (Prox Card), near-range (NFC, MIFARE), mid-range (RAIN) and long-range (ISO 18000-7 RFID). Short and near-range RFID don’t require an integrated power source, since it harvests power from the energy transmitted wirelessly by the reader. However, it restricts operator freedom since it requires the operator to bring the tag very close to the reader.
Long-range RFID allows the operator total freedom, but has the drawback that a power source, such as a battery, is required for the tag. Mid-range RFID combines the advantages of long-range and near-range RFID. Actual range is largely determined by the transmission power of the reader.
The following table summarizes the important features of the four RFID types side-by-side
| Attribute | Prox Card | MIFARE/NFC | RAIN RFID | 18000-7 Active RFID |
|---|---|---|---|---|
| Radio Frequency | 125KHz/134.2KHz | 13.56MHz | 890-960MHz | 433MHz |
| Range* | < 100mm | <1000mm | <2.1m | >700m |
| Range* | < 100mm | <1000mm | <2.1m | >700m |
| Power source | Passive: RF coupling Active: battery | Passive: RF coupling Active: battery | Passive: RF coupling Active: battery | Active: Battery |
*) Actual range depends on the transmission power of the reader in case of passive RFID.
The GEM Solution
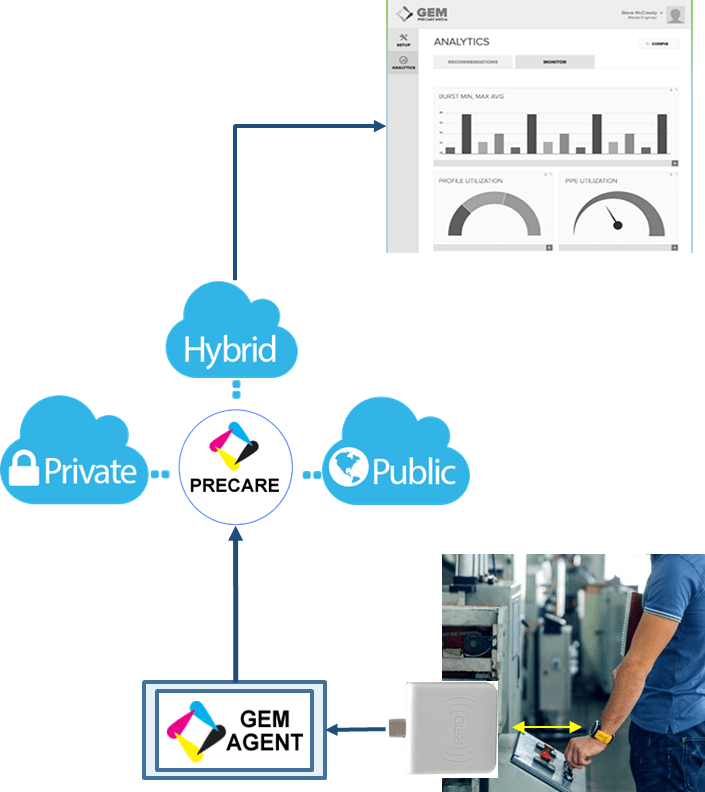
GEM’s HOITL extension of CPS representations of manufacturing equipment makes use of mid-range passive RFID tags in combination with one or more readers positioned strategically relative to the machine. The readers are connected to a GEM agent which uses reader location and tag RSS to compute the operator’s position relative to the machine.
When combined with events that impact OEE, such as unplanned down-time events, unintended drops in the machine’s throughput, unexpected increase of rejected product quantities, etc., a more complete understanding of loss of OEE is gained and therefore root cause analyses can be more accurate.
GEM agents can perform real-time processing and interpretation of the CPS data and take action immediately at the edge. Simultaneously the agents stream the data to the GEM Precare cloud platform where data from all agents can be combined for the compilation of factory-wide KPIs, big data analytics for the detection of more general patterns for instance, and for accelerating training and validation of machine learning algorithms.
Conclusions
GEM Precare supports inclusion of human-in-the-loop in the CPS representation of machines, so that events that negatively affect OEE can be analyzed in full context that includes the operator. Use of passive, medium-range RFID tags provide freedom of movement for the operator and are maintenance free since they don’t require batteries. Using the tag’s relative signal strength combined with multiple readers for relatively large machines is used to determine approximate position of the operator relative to the machine. Therefore, including the human operator in the CPS representation of the equipment allows manufacturers to not only optimize OEE for machine-specific parameters, but also for operator-specific factors.
Contact Us